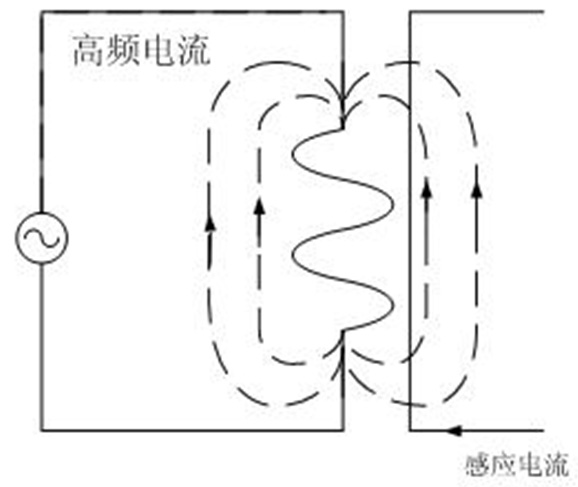
感应加热原理为产生交变的电流,从而产生交变的磁场,在利用交变磁场来产生涡流达到加热的效果。如图1.1:
图1.1 感应电流图示
当交变电流通入感应圈时,感应圈内就会产生交变磁通Φ,使感应圈内的工件受到电磁感应电势e 。设工件的等效匝数为N2 。则感应电势:
(1-1)
如果磁通是交变得,设 ,则
有效值为:
(1-3)
感应电势E在工件中产生感应电流 使工件内部开始加热,其焦耳热为:
(1-4)
式中: Ι2——感应电流有效值(安),R——工件电阻(欧),t——时间(秒)。
这就是感应加热的原理。感应加热与其它的加热方式,如燃气加热,电阻炉加热等不同,它把电能直接送工件内部变成热能,将工件加热。而其他的加热方式是先加热工件表面,然后把热再传导加热内部。
金属中产生的功率为:
(1-5)
感应电势和发热功率不仅与频率和磁场强弱有关,而且与工件的截面大小、截面形状等有关,还与工件本身的导电、导磁特性等有关。
在感应加热设备中存在着三个效应——集肤效应、近邻效应和圆环效应。
集肤效应:当交变电流通过导体时,沿导体截面上的电流分布式部均匀的,最大电流密度出现在导体的表面层,这种电流集聚的现象称为集肤效应。
近邻效应——当两根通有交流电的导体靠得很近时,在互相影响下,两导体中的电流要重新分布。当两根导体流的电流是反方向时,最大电流密度出现在导体内侧;当两根导体流的电流是同方向时,最大电流密度出现在导体外侧,这种现象称为近邻效应。
圆环效应:若将交流电通过圆环形线圈时,最大电流密度出现在线圈导体的内侧,这种现象称为圆环效应。
感应加热电源就是综合利用这三种效应的设备。在感应线圈中置以金属工件,感应线圈两端加上交流电压,产生交流电流 ,在工件中产生感应电流 。此两电流方向相反,情况与两根平行母线流过方向相反的电流相似。当电流 和感应电流 相互靠拢时,线圈和工件表现出邻近效应,结果,电流 集聚在线圈的内侧表面,电流 聚集在工件的外表面。这时线圈本身表现为圆环效应,而工件本身表现为集肤效应。
交变磁场在导体中感应出的电流亦称为涡流。工件中产生的涡流由于集肤效应,沿横截面由表面至中心按指数规律衰减,工程上规定,当涡流强度从表面向内层降低到其数值等于最大涡流强度的1/e(即36.8% ),该处到表面的距离△称为电流透入深度。由于涡流所产生的热量与涡流的平方成正比,因此由表面至芯部热量下降速度要比涡流下降速度快的多,可以认为热量(85~90%)集中在厚度为△的薄层中。透入深度△由下式确定:
(1-6)
式中: ρ——工件电阻率(Ω•m ), μ。——真空磁导率4π×10(H/m). μ——工件磁导率(H/m ), μ——工件相对磁导率, ω——角频率(rad/s ), f——频率(HZ)。
将μ。和π的数值代入,即可得公式:
(1-7)
从上式可以看出,当材料电阻率、相对磁导率给定后,透入深度△仅与频率f平方根成反比,此工件的加热厚度可以方便的通过调节频率来加以控制。频率越高,工件的加热厚度就越薄。这种性质在工业金属热处理方面获得了广泛的应用。