不同化学成分的金属其可锻性不同。一般情况下,纯金属的可锻性比合金好;碳钢的碳的质量分数越低,可锻性越好;钢中含有较多碳化物形成元素(铬、钨、钼、钒等)时,则其可锻性显著下降。
金属的组织构造不同,其可锻性也有很大差别。合金呈单相固溶体组织(如奥氏体)时,其可锻性好;而金属具有金属化合物组织(如渗碳体)时,其可锻性差。铸态柱状组织和粗晶粒不如经过压力加工后的均匀而细小的组织可锻性好。
提高金属变形时的温度,是改善金属可锻性的有效措施。金属在加热过程中,随着加热温度的升高,金属原子的活动能力增强,原子间的吸引力减弱,容易产生滑移,因而塑性提高,变形抗力降低,可锻性明显改善,故锻造一般都在高温下进行。
金属的加热在整个生产过程中是一个重要的环节,它直接影响着生产率、产品质量及金属的有效利用等方面。
对金属加热的要求是:在坯料均匀热透的条件下,能以较短的时间获得加工所需的温度,同时保持金属的完整性,并使金属及燃料的消耗最少。其中重要内容之一是确定金属的锻造温度范围,即合理的始锻温度和终锻温度。碳钢的锻造温度范围见图1。

图1 碳钢的锻造温度范围
始锻温度即开始锻造温度,原则上要高,但要有一个限度,如超过此限度,则将会使钢产生氧化、脱碳、过热和过烧等加热缺陷。所谓过烧是指金属加热温度过高,氧气渗入金属内部,使晶界氧化,形成脆性晶界,锻造时易破碎,使锻件报废。碳钢的始锻温度应比固相线低200℃左右。
终锻温度即停止锻造温度,原则上要低,但不能过低,否则金属将产生加工硬化,使其塑性显著降低,而强度明显上升,锻造时费力,对高碳钢和高碳合金工具钢而言甚至打裂。
锻造使金属的温度可用仪表来测量,也常用观察火色的方法来判断。钢的温度与火色的关系如下表:
|
温度/℃ |
1300 |
1200 |
1100 |
900 |
800 |
700 |
|
火色 |
白色 |
亮黄 |
黄色 |
樱红 |
赤红 |
暗红 |
变形速度即单位时间内的变形程度。变形速度对金属可锻性的影响如图2所示。由图可见,它对可锻性的影响是矛盾的。一方面随着变形速度的提高,回复和再结晶来不及进行,不能及时克服加工硬化现象,使金属的塑性下降,变形抗力增加,可锻性变坏(图中a点以左)。另一方面,金属在变形过程中,消耗于塑性变形的能量有一部分转化为热能,相当于给金属加热,使金属的塑性提高、变形抗力下降,可锻性变好(图中a点以右)。变形速度越大,热效应越明显。
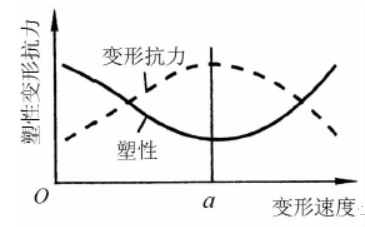
图2 变形速度对塑性及变形抗力的影响
变形方式不同,变形金属内应力状态不同。例如挤压变形时为三向受压状态;而拉拔时则为两向受压、一向受拉的状态;镦粗时坯料中心部分的应力状态是三向压应力,周边部分上下和径向是压应力,切向是拉应力,如图3所示。
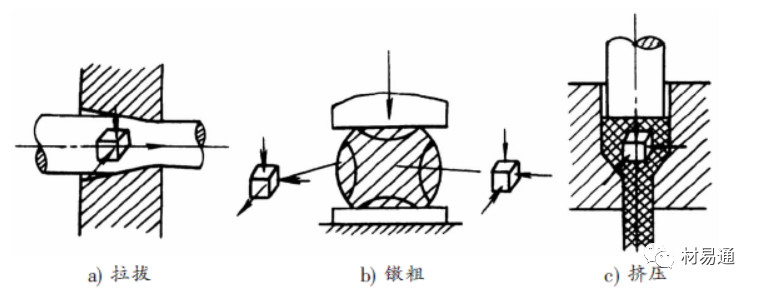
实践证明,三个方向的应力中,压应力的数目越多,则金属的塑性越好;拉应力的数目越多,则金属的塑性越差。同号应力状态下引起的变形抗力大于异号应力状态下的变形抗力。拉应力使金属原子间距增大,尤其当金属的内部存在气孔、微裂纹等缺陷时,在拉应力作用下,缺陷处易产生应力集中,使裂纹扩展,甚至达到破坏报废的程度。压应力使金属内部原子间距减小,不易使缺陷扩展,故金属的塑性提高。但压应力使金属内部摩擦阻力增大,变形抗力亦随之增大。
因此可以得出结论,金属的可锻性既取决于金属的本质,又取决于变形条件。在压力加工过程中,要力求创造最有利的变形条件,充分发挥金属的塑性,降低变形抗力,使能耗最少,变形进行得充分,达到加工的最佳效果。


